



WMK-3CS脈衝控製儀特點:①可根據(jù)清灰要求(qiú),調整循環間隔,脈衝間隔和(hé)脈衝寬度,控製電磁脈衝閥的(de)開啟和關閉,對除塵器實行定時清灰;②線路板上(shàng)的發光二極管依(yī)次顯示(shì)電磁脈衝閥工作順序;③線路板上的數(shù)碼管能顯示(shì)運行時的計時時(shí)間和參數設定時的參數值;④采用專用
服務電話:13091153069(同微信)
一、產(chǎn)品概述
脈衝控製儀(yí)是脈衝袋(dài)式(shì)除塵器噴吹清灰(huī)係統的主要控製裝置(zhì)。它的輸出驅動(dòng)電磁脈衝閥,進而控製壓縮空氣對濾(lǜ)袋循序噴吹清灰,使除塵器(qì)的運(yùn)行阻力保持在設定的範圍內,以保證除塵(chén)器(qì)的處理能力和收塵效率。
控製(zhì)儀每次輸(shū)出一(yī)位的驅動電壓,一個驅動電壓持續時(shí)間(jiān),稱為脈衝寬度。相鄰二個輸出驅動(dòng)電壓(yā)之間的間隔時間,稱為脈衝間隔(gé)。控製儀完成對所有位的(de)電磁閥驅(qū)動(dòng)輸出所需要的時間,稱為脈衝周期。兩個脈衝周期之間的停頓時間,稱為循環(huán)間(jiān)隔(gé)。
根據除塵器的清灰要求設定脈衝控(kòng)製儀的循環間隔、脈衝間隔和脈衝寬度參數,保證除塵器運行阻力在設定的範圍內。
二、WMK脈衝噴(pēn)吹控製儀具備如下(xià)功能:
1、可根據清灰要求,調整循環間隔、脈衝(chōng)間隔和脈衝寬度,控製電磁脈(mò)衝閥的開啟和關閉,對除塵器實行定時清灰。同時設有壓差控製儀輸入接點,接上壓差控製儀後(hòu)可以定壓差清灰。
2、線路板(bǎn)上的發光二極(jí)管依次顯示電(diàn)磁脈衝閥工作順序。印(yìn)刷線路板上的“手進”按鈕,能(néng)依次檢查電磁脈衝閥工作情況(kuàng)。如按住(zhù)“手進”按鈕(niǔ)不放便能鎖定自動進位。
3、線路板上的數碼管能顯示運行時的計時時間和參數設定時的(de)參數值。
4、采用專用(yòng)集成(chéng)電路簡化了線(xiàn)路,節省了器件,提高了控製儀(yí)的(de)穩定性和可靠性。
5、采用全密封合金外(wài)殼,外形美觀,防(fáng)塵(chén)性能好,四周和底部有供布線用的敲落孔可適應各個方向布線,安裝方便。
三、工作原(yuán)理(lǐ)
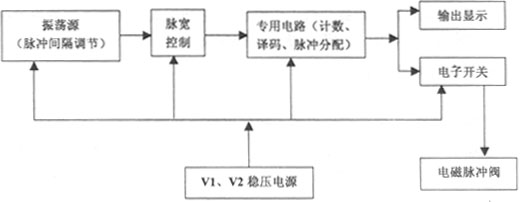
本控製儀(yí)由雙(shuāng)時基電路CH7556的1/2作為無穩態多諧(xié)振蕩器產生(shēng)周期為1~99秒的可調脈衝信號;另1/2作為單穩態電路完成計數、譯(yì)碼、脈衝分配等一係列邏輯(jí)功能,再由專用電路的各(gè)輸出端輸出所設定的脈衝寬度信號至電(diàn)子開關(VMOS電路),控製電(diàn)磁脈衝閥的開(kāi)啟,噴吹壓縮空氣,同時由數碼管顯示噴(pēn)吹順序(xù)。
WMK脈(mò)衝(chōng)噴(pēn)吹控製儀工作原(yuán)理圖
四、型號定義
WMK(噴吹控製儀) 3(設計序列) C(專用集成電路(lù)) S(時間控製) N(固定輸出位數) RC(輸入電壓/輸出電(diàn)壓)
五、技術指標(biāo)(以WMK-3CS為例)
| 1 | 額(é)定輸入電壓(yā) | AC220V(1±10%)50-60HZ ,(或其他規格) |
| 2 | 額定(dìng)輸出電壓 | DC24V(或其他規(guī)格) |
| 3 | 額(é)定輸出電(diàn)流 | 1A |
| 4 | 耗電 | ≤8W (脈寬及(jí)間隔在額定範圍內) |
| 5 | 輸出(chū)脈衝寬度調節範(fàn)圍 | 10~990 |
| 6 | 輸出脈衝間隔調節(jiē)範圍 | 1~99 |
| 7 | 循環間隔調節範圍 | 1~99 |
| 8 | 控製輸(shū)入信號 | 開關觸點 |
| 9 | 使用環境 |
-25℃~+55℃ 空氣的相(xiàng)對濕度不超過85% 無嚴重的腐蝕氣(qì)體和導電塵埃 無(wú)劇烈震動或衝(chōng)擊 |
六、規格尺寸
WMK係(xì)列脈衝控製儀,額定輸出位數:4~100,控製電磁脈衝閥數:1~100任選。
七(qī)、安裝方式
1、擰去控製儀盒(hé)蓋四角的緊固螺栓,即能取下盒(hé)蓋,控製儀盒底外殼(ké)四角上的通孔是用於安裝固定螺釘的,用M4十字螺釘(dìng)固定(dìng)。
2、推薦使用不低於0.75mm2的銅電纜線,裝上密(mì)封接頭,從控製(zhì)儀外殼的敲落孔中(zhōng)穿進,注意穿過密(mì)封接頭的導線粗細要合適,不要過緊和過鬆,以免損壞或影響密封性能。
3、注意印刷板上的(de)接線符號,AC220V端(duān)子(zǐ)應接交流220V電(diàn)源(yuán)。
| 1-20 | 與DC14V接電磁閥; |
| DC24V | 與1-20接(jiē)電磁閥; |
| L | 與(yǔ)N接AC220V; |
| N | 與L接AC220V; |
| PE | 接地 |
五、使用說明:
1、脈衝寬度設置:(單位:0.1秒;O值為0.15秒)
按上下鍵直接調節到所需時間即(jí)可。(提示:工作狀態下,請使本設(shè)置時間(jiān)比脈(mò)衝間隔時間小)
2、脈衝(chōng)間隔設置:(單位:1秒;O值為(wéi)99秒)
按上下(xià)鍵直接調節到所需時間即可。
3、預置設置:(O值為20路)
操作過程如下:按預置鍵選擇所需路數即(jí)可(kě)。
4、級聯功能設置:
本功能(néng)隻能(néng)在正常顯(xiǎn)示工作路數時方可進行設置(zhì)。
按下此按鍵後,會在數碼管的(de)個位(wèi)上有一個小數點常亮,此時表示本控(kòng)製儀已進入級聯的主(zhǔ)模式;
當再次按下(xià)此按鍵後,會在數碼管上(shàng)出現兩個小數點都常亮,此時表示本控製儀(yí)已進入級(jí)聯的從板模式;
在從板模式下,按(àn)下此按鍵會推出級聯模式(shì)。
注:在進(jìn)行(háng)設(shè)置本(běn)脈衝控製器的級聯(lián)主從模式時,O少需兩個本控製儀進行聯用,其中隻能有一個是主模(mó)式,其它為(wéi)從模式。
提(tí)示(shì):當設置完從(cóng)模式的控製儀,需斷電重新啟動。
5、手進操作功能:
在正常的路數顯示狀(zhuàng)態下,按下本按鍵後,本控製儀進(jìn)入下一路的循環工作。
6、複吹操(cāo)作功能(néng):
在正常的路數顯示狀態下,按下本按鍵後,本控製儀進入這一路的重(chóng)複工(gōng)作,再進入下一路的循環工作。
7、V1為機內控製電源(DC24V),V2為輸出電(diàn)源(DC5V),V1、V2分別設有指示燈(dēng)D5.D6。2A(延(yán)時型(xíng))溶絲為AC220V電源過流保護;2A溶絲為DC24V輸出電源過流保護。
8、控製儀接上電源後,若其處於定時控製(zhì)狀態,輸出發光二極管D1顯示和數(shù)碼管顯示從第一位開始循環進行,至終(zhōng)位後返回,再進行新的循環。
六、維護保養:
1、控製儀器上電源,V1、V2指(zhǐ)示燈不亮,應檢查電源線與接線端子是否鬆動,電源溶(róng)絲(2A)是否(fǒu)熔斷,電源變壓器是否正常、電源部分有無斷線、脫(tuō)焊等(děng)現象。印刷線路板中有AC220V高壓電,請注意安(ān)全(quán)。
2、控製儀接上電源,V1電壓指示燈不亮或偏暗(V1為DC24V,由三端穩(wěn)壓器7824輸(shū)出),若斷開(kāi)負載後,V1迅速恢複正常,說明V1負載發生短路,很可能(néng)是個別元件損壞,應逐(zhú)一檢查,如斷開負載(zǎi)後,V1仍不正常應檢查三(sān)端式穩壓電路是否正常,如已經損壞應及(jí)時更換。
3、控製儀接上電源,V2指示燈不亮或偏暗(V2為DC5V,由三端穩(wěn)壓器7805輸出),若斷開負載後,V2即恢複正常,說明外負載有短(duǎn)路或碰線,偶爾也有開關管擊穿的可能。如斷開負載後V2仍不正(zhèng)常,應檢查三端式穩(wěn)壓電路是否正常,如已經損壞應及時更換。
4、控製(zhì)儀通電後輸出停(tíng)留在某一位不進位,應檢(jiǎn)查信號源是否振蕩,譯碼電(diàn)路是否完好,“手進”按鈕是否複位,計(jì)數電路能否正常進位。
5、控製儀輸出顯(xiǎn)示正常,但對應電磁(cí)脈衝閥不動作,應檢查對應的電子開關管是否損壞,控製門輸出高電平是否正常。
6、控製儀輸出顯示正常,某一電磁閥脈衝閥常吸,應檢查對應的(de)電子開關管是否漏電、被擊穿,控製門輸出為“0”是(shì)否低於0.5V。
7、控製儀(yí)輸出顯(xiǎn)示是否正常(cháng),電磁脈衝閥全部不(bú)吸,應檢查V2穩壓電源及脈(mò)寬控製(zhì)是否正常(cháng),閥用公共(gòng)張接線(xiàn)端子與輸(shū)出導線接觸是否可靠。
8、控製(zhì)儀輸出顯示正常,二個電(diàn)磁脈衝閥同時吸合,應檢查電子開關管有否漏電、被擊穿,控製門輸出為(wéi)“0”時是否低於0.5V,有(yǒu)無碰線等現象。
七、注意事項:
1、本脈衝控製儀必須接地!
2、由(yóu)於本控製儀(yí)的“電源”開關並不能將其本身的輸入電源(yuán)切除,控製儀印板處帶有強電。所以,請不要在尚未切除電源的情(qíng)況下,修理印板!
13091153069
周一到周六(liù)
8:00~18:00
